










Bela knjiga: Osnove tehnike vtiskovanja
OBLIKOVALNA CONA KOT TRDNA ALTERNATIVA SPAJKANJU
UVOD
Tehnologija vtiskovanja se je od svojega uvedbe v telekomunikacijah razvila v uveljavljeno ključno tehnologijo v avtomobilski in industrijski elektroniki. Glede na trenutne trende, kot so elektrifikacija, avtonomno vožnjo in Industrija 4.0, se zahteve po zanesljivih in trajnih povezovalnih sistemih nenehno povečujejo.
Zlasti v zahtevnih okoljih z vibracijami, temperaturnimi spremembami, vlago in mehanskimi obremenitvami tehnologija vtiskovanja prepriča z visoko varnostjo procesa in dolgoročno stabilnostjo. Kljub različnim izvedbam vtiskovalnih con imajo vse rešitve isti cilj: trajno mehansko trdno in električno zanesljivo povezavo med tiskano vezje in kontaktom.
To se doseže tako, da je vtiskovalna cona večja od izvrtine na tiskanem vezju in se vtiska z določeno silo. Tako nastane plinsko neprepustna, električno stabilna in mehansko obremenljiva povezava s konstantno nizko kontaktno upornostjo.
Zlasti v zahtevnih okoljih z vibracijami, temperaturnimi spremembami, vlago in mehanskimi obremenitvami tehnologija vtiskovanja prepriča z visoko varnostjo procesa in dolgoročno stabilnostjo. Kljub različnim izvedbam vtiskovalnih con imajo vse rešitve isti cilj: trajno mehansko trdno in električno zanesljivo povezavo med tiskano vezje in kontaktom.
To se doseže tako, da je vtiskovalna cona večja od izvrtine na tiskanem vezju in se vtiska z določeno silo. Tako nastane plinsko neprepustna, električno stabilna in mehansko obremenljiva povezava s konstantno nizko kontaktno upornostjo.
OSNOVE
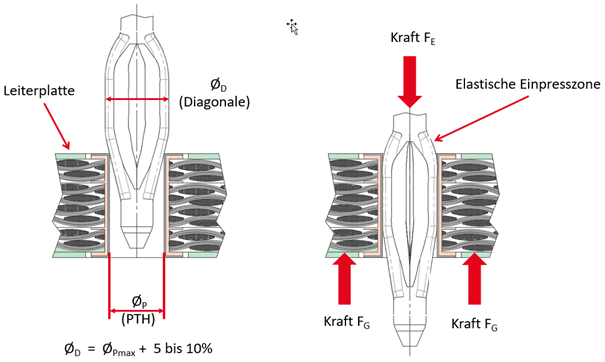
Pri tehniki vtiskovanja se z vtiskovanjem kontaktnega konca (pina) v luknjo s skozno povezavo na tiskanem vezju vzpostavi električna povezava med konektorjem in tiskanim vezjem.
Tehnika vtiskovanja temelji na preprostem načelu:
vtiskovalna cona kontaktnega konca ima v preseku večjo diagonalo kot metalizirana luknja na tiskanem vezju. Deformacija, ki nastane pri vtiskovanju, se absorbira v fleksibilni coni na kontaktnem konici, tako da se tuljava tiskanega vezja le minimalno deformira. Pri tem nastane med kontaktno konico in prevlečeno luknjo v tiskanem vezju hladno varjenje: plinsko neprepustna, korozijsko odporna, nizkoohmska in električno visoko prevodna povezava. Ta ostane trajno stabilna tudi pri visokih mehanskih in toplotnih obremenitvah – kot so vibracije, upogibanje in močne temperaturne spremembe.
Pri vtiskovanju priporočamo spremljanje procesa. Analize sile in poti ter kamerne sisteme omogočajo zanesljivo oceno kakovosti povezave.
Poleg preizkušene tehnologije vtiskovanja z našo vtiskovalno cono Tcom press® ept ponuja tudi druge tehnologije priključevanja, kot so spajkane prebojne povezave, THR ali SMT – vsaka prilagojena posamezni uporabi.
Tehnika vtiskovanja temelji na preprostem načelu:
vtiskovalna cona kontaktnega konca ima v preseku večjo diagonalo kot metalizirana luknja na tiskanem vezju. Deformacija, ki nastane pri vtiskovanju, se absorbira v fleksibilni coni na kontaktnem konici, tako da se tuljava tiskanega vezja le minimalno deformira. Pri tem nastane med kontaktno konico in prevlečeno luknjo v tiskanem vezju hladno varjenje: plinsko neprepustna, korozijsko odporna, nizkoohmska in električno visoko prevodna povezava. Ta ostane trajno stabilna tudi pri visokih mehanskih in toplotnih obremenitvah – kot so vibracije, upogibanje in močne temperaturne spremembe.
Pri vtiskovanju priporočamo spremljanje procesa. Analize sile in poti ter kamerne sisteme omogočajo zanesljivo oceno kakovosti povezave.
Poleg preizkušene tehnologije vtiskovanja z našo vtiskovalno cono Tcom press® ept ponuja tudi druge tehnologije priključevanja, kot so spajkane prebojne povezave, THR ali SMT – vsaka prilagojena posamezni uporabi.
PREDNOSTI TEHNIKE VSTAVLJANJA
V primerjavi s klasično tehnologijo spajkanja vtiskovalna tehnika ponuja številne prednosti v kakovostnem, ekonomskem, funkcionalnem in ekološkem smislu. Odlikujejo jo izjemna zanesljivost in mehanska trdnost, poleg tega pa je še posebej odporna proti udarcem in vibracijam. Poleg tega se s tem preprečijo tipične napake, kot so hladne spajkane točke ali kratki stiki.
Tudi z ekonomskega vidika je tehnika vtiskovanja prepričljiva zaradi možnosti popravil in stroškovno učinkovite montaže. Funkcionalno omogoča zanesljivo obdelavo brez toplotne obremenitve tiskanega vezja, kar ščiti komponente. Hkrati ostanejo kontakti konektorjev brez spajkalnega kositra.
Poleg tega tehnika vtiskovanja ponuja ekološke prednosti, saj ne nastajajo niti spajkalni hlapi niti ostanki talila, zato ni potrebno dodatno čiščenje. S tem izpolnjuje veljavne okoljske zahteve in smernice, kot sta RoHS in WEEE.
Tudi z ekonomskega vidika je tehnika vtiskovanja prepričljiva zaradi možnosti popravil in stroškovno učinkovite montaže. Funkcionalno omogoča zanesljivo obdelavo brez toplotne obremenitve tiskanega vezja, kar ščiti komponente. Hkrati ostanejo kontakti konektorjev brez spajkalnega kositra.
Poleg tega tehnika vtiskovanja ponuja ekološke prednosti, saj ne nastajajo niti spajkalni hlapi niti ostanki talila, zato ni potrebno dodatno čiščenje. S tem izpolnjuje veljavne okoljske zahteve in smernice, kot sta RoHS in WEEE.
SLABOSTI TEHNIKE VSTAVLJANJA
Kljub številnim prednostim ima tehnika vtiskovanja v primerjavi s tehniko spajkanja tudi nekaj omejitev. Postavlja visoke zahteve glede kakovosti tiskanih vezij, zlasti glede premera izvrtin in toleranc, ter zahteva posebna orodja in opremo, kar povzroča višje investicijske stroške.
Poleg tega med postopkom vtiskovanja nastanejo mehanske obremenitve, ki lahko pri nepravilni uporabi povzročijo poškodbe. Tudi miniaturizacija je v primerjavi s tehnologijo spajkanja delno omejena.
Poleg tega med postopkom vtiskovanja nastanejo mehanske obremenitve, ki lahko pri nepravilni uporabi povzročijo poškodbe. Tudi miniaturizacija je v primerjavi s tehnologijo spajkanja delno omejena.
IZBIRNA MERILA ZA TEHNIKO VSTAVLJANJA
Zanesljiva vtiskana povezava temelji na optimalnem medsebojnem delovanju več kakovostnih značilnosti. Pri tem so odločilni zlasti zasnova vtiskovalnega območja, konkretna uporaba, lastnosti tiskanega vezja ter proizvodni proces.
Šele ko so ti dejavniki med seboj usklajeni, lahko tehnika vtiskovanja razvije svoj polni potencial in zagotovi trajno stabilno, mehansko trdno ter električno varno povezavo.
Šele ko so ti dejavniki med seboj usklajeni, lahko tehnika vtiskovanja razvije svoj polni potencial in zagotovi trajno stabilno, mehansko trdno ter električno varno povezavo.
I. Merila za izbiro tiskanega vezja
V tabeli so primerjane različne površine tiskanih vezij glede na debelino sloja in primernost za tehnologijo vtiskovanja.
| Površina | |||||
| Potopitev Sn | ENIG | Potopno Ag | OSP | HAL brez svinca | |
| Debelina sloja | 0,8 do 0,2 µm | 5 µm Ni 0,1 µm Au | 0,1–0,2 µm | 0,1–0,5 µm | <5–50 µm |
| Primernost za tehnologijo vtiskovanja | zelo dobra | omejeno* | omejeno* | dobra | omejeno* |
Najbolj primerno je potopno kositranje, OSP se ocenjuje kot dobro, medtem ko so ENIG, potopno srebrenje in brezolovni HAL primerni le delno – odvisno od namena uporabe.
Poleg tega so prikazane tipične vtiskovalne cone, ki so večinoma sestavljene iz kositra ali kositrovih zlitin na nikljevem sloju. Na splošno folija jasno kaže, da izbira površine odločilno vpliva na kakovost in zanesljivost tehnike vtiskovanja ter jo je treba glede na uporabo skrbno izbrati.
Poleg tega so prikazane tipične vtiskovalne cone, ki so večinoma sestavljene iz kositra ali kositrovih zlitin na nikljevem sloju. Na splošno folija jasno kaže, da izbira površine odločilno vpliva na kakovost in zanesljivost tehnike vtiskovanja ter jo je treba glede na uporabo skrbno izbrati.
II. Merila za izbiro območja vtiskovanja
V območju vtiskovanja so možne naslednje površinske obdelave: matirani kositer, kositer-svinec, srebro-kositer oziroma kositer-srebro ter indijevi sloji, v vsakem primeru na podlagi nikljevega sloja.
| Površine | ||
| 0,30–1,50 µm Sn mat | prek | 1–3 µm Ni mat |
| 0,30–1,50 µm SnPb 92/8–97/3 mat | nad | 1–3 µm Ni mat |
| 0,35–1,50 µm AgSn ali SnAg | nad | 1–3 µm Ni mat |
| 0,30–1,50 µm In | nad | 1–3 µm Ni mat |
Prava površina je ključnega pomena za zanesljivo vtiskano povezavo. Vpliva na sile vtiska in se mora pod obremenitvijo plastično deformirati, ne da bi se poškodovala. Hkrati zagotavlja stabilen električni stik, ščiti pred korozijo in zmanjšuje prehodne upore. Primeren premaz poleg tega pomaga preprečiti poškodbe tiskanega vezja ter zagotavlja varen in ponovljiv proces.
IZGRADNJA LUKENJ
Za kakovostno vtiskano povezavo je pri izdelavi tiskanih vezij treba posebno pozornost posvetiti premeru izvrtine, premeru končne izvrtine, debelini bakrene tuljave in površini tiskanega vezja.
Pravilna zasnova lukenj je odločilna, saj neposredno vpliva na mehansko stabilnost in električno zanesljivost povezave. Le pri pravilno usklajenih merah lukenj in tulcev nastane potrebna vtiskna prilega, ki zagotavlja varen oprijem in konstanten stik. Odstopanja lahko povzročijo prevelike sile vtiska, poškodbe skoznih povezav ali nezadosten stik. Poleg tega ustrezna zasnova lukenj prispeva k izravnavi proizvodnih toleranc in zagotavlja stalno kakovost procesa.
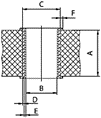
Naslednja zasnova lukenj predstavlja primer izvedbe.
Pravilna zasnova lukenj je odločilna, saj neposredno vpliva na mehansko stabilnost in električno zanesljivost povezave. Le pri pravilno usklajenih merah lukenj in tulcev nastane potrebna vtiskna prilega, ki zagotavlja varen oprijem in konstanten stik. Odstopanja lahko povzročijo prevelike sile vtiska, poškodbe skoznih povezav ali nezadosten stik. Poleg tega ustrezna zasnova lukenj prispeva k izravnavi proizvodnih toleranc in zagotavlja stalno kakovost procesa.
Naslednja zasnova lukenj predstavlja primer izvedbe.
| Material za LP | FR4 | |
| Nazivna luknja | Ø 1,0 mm | |
| A | Debelina tiskanega vezja | min. 1,44 mm |
| B | Končna luknja | Ø 1,0 +0,09 / -0,06 mm |
| C | Osnovna izvrtina | 1,15 ±0,025 mm |
| D | Cu plast | min. 25 µm |
| E | Površina | kem. Sn plast, 0,5 – 1,5 µm |
| F | Premer obroča | min. 0,1 mm |
PREDELAVA
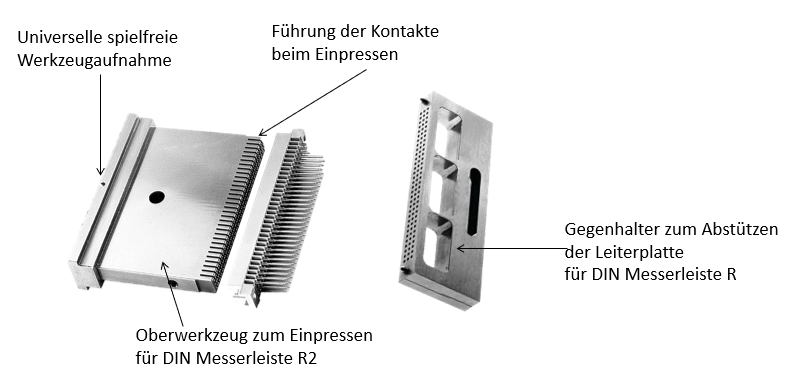
Za trajno mehansko in električno zanesljivo povezavo je ključnega pomena nadzorovan postopek vtiskovanja. Nujno je treba uporabiti zgornji orodje in nasprotni držalo.
Zgornji orodje prenaša silo stiskalnice na kontakt, medtem ko nasprotni držalo podpira tiskano vezje in ga ščiti pred mehanskimi napetostmi. Glede na vrsto konektorja se uporabljajo orodja z ravno ploščo ali grebenasta orodja.
Če orodja niso optimalno usklajena med seboj, lahko na tiskano vezje delujejo neželene sile in poškodujejo že vgrajene komponente. Silno vtiskovanje mora v celoti prevzeti spodnje orodje.
Tiskanih vezij z vtisnjenimi konektorji se ne sme segrevati nad 125 °C.
Zgornji orodje prenaša silo stiskalnice na kontakt, medtem ko nasprotni držalo podpira tiskano vezje in ga ščiti pred mehanskimi napetostmi. Glede na vrsto konektorja se uporabljajo orodja z ravno ploščo ali grebenasta orodja.
Če orodja niso optimalno usklajena med seboj, lahko na tiskano vezje delujejo neželene sile in poškodujejo že vgrajene komponente. Silno vtiskovanje mora v celoti prevzeti spodnje orodje.
Tiskanih vezij z vtisnjenimi konektorji se ne sme segrevati nad 125 °C.
Sklep
Tehnika vtiskovanja predstavlja zmogljivo in prihodnostno usmerjeno alternativo klasični tehniki spajkanja. Prepriča z visoko zanesljivostjo procesa, odlično mehansko stabilnostjo in trajno zanesljivo električno povezavo – tudi v zahtevnih pogojih uporabe.
Prav v luči vse večje elektrifikacije, naraščajočih gostot moči ter vse večjih zahtev po robustnosti in življenjski dobi tehnika vtiskovanja ponuja odločilne prednosti. Pogoj za optimalno delovanje pa je natančno usklajevanje vtiskovalne cone, tiskanega vezja in proizvodnega procesa.
Ključni dejavnik uspeha je pri tem izbira optimalno zasnovane vtiskovalne cone. Vtiskovalne cone podjetja ept GmbH – zlasti tehnologija Tcom press® – se odlikujejo po zelo dobro nadzorljivem vtiskovalnem obnašanju, majhni obremenitvi tiskanega vezja in visoki stabilnosti procesnega okna. S tem se zmanjšajo poškodbe prehodnih kontaktov ter zagotovijo trajno stabilni električni kontakti. Poleg tega geometrija vtiskovalne cone ept omogoča zanesljivo obdelavo tudi pri ozkih tolerancah in zahtevnih strukturah tiskanih vezij.
Kot izkušen specialist na področju tehnologije povezovanja podjetje ept GmbH ponuja rešitve po meri na področju tehnologije vtiskovanja. Z inovativnimi tehnologijami, kot je vtiskovalna cona Tcom press®, obsežnim znanjem o uporabi in visoko proizvodno kompetenco podjetje ept podpira svoje stranke pri uresničevanju zanesljivih in ekonomskih rešitev povezovanja za zahtevne aplikacije.
Prav v luči vse večje elektrifikacije, naraščajočih gostot moči ter vse večjih zahtev po robustnosti in življenjski dobi tehnika vtiskovanja ponuja odločilne prednosti. Pogoj za optimalno delovanje pa je natančno usklajevanje vtiskovalne cone, tiskanega vezja in proizvodnega procesa.
Ključni dejavnik uspeha je pri tem izbira optimalno zasnovane vtiskovalne cone. Vtiskovalne cone podjetja ept GmbH – zlasti tehnologija Tcom press® – se odlikujejo po zelo dobro nadzorljivem vtiskovalnem obnašanju, majhni obremenitvi tiskanega vezja in visoki stabilnosti procesnega okna. S tem se zmanjšajo poškodbe prehodnih kontaktov ter zagotovijo trajno stabilni električni kontakti. Poleg tega geometrija vtiskovalne cone ept omogoča zanesljivo obdelavo tudi pri ozkih tolerancah in zahtevnih strukturah tiskanih vezij.
Kot izkušen specialist na področju tehnologije povezovanja podjetje ept GmbH ponuja rešitve po meri na področju tehnologije vtiskovanja. Z inovativnimi tehnologijami, kot je vtiskovalna cona Tcom press®, obsežnim znanjem o uporabi in visoko proizvodno kompetenco podjetje ept podpira svoje stranke pri uresničevanju zanesljivih in ekonomskih rešitev povezovanja za zahtevne aplikacije.